



A TRUSTED PARTNER TO THE FOOD & BEVERAGE INDUSTRY
Membrane Systems for Food and Beverages
The food and beverage industry has many thousands of membrane systems in operation today working with a wide range of products on a scale of a few litres per hour to several hundred m3 per hour.
Membrane separation is a simple pressure driven process which can clarify or concentrate food and beverages naturally without degrading the products. Memtik Water has many varied references in the food industry where membranes are increasing the product quality and also reducing the overall operating costs. Examples include the clarification of fruit juices such as apple juice, concentration of sugars and clarification of starches. The production of other products such as tea, coffee, yeast and flavorings have also benefited from the application of tubular membranes.
In the food industry there is an increasing awareness that tubular membrane systems can be easily integrated into an existing process line and provide a useful concentrate and a valuable filtrate or permeate at the same time. A very short payback is possible in many cases where these products can be recycled into the process.
Key Applications:
Veggie and Fruit juice clarification
Concentration of vegetable extracts
Sweetener and sugar clarification and concentration
Clarification and de-colouring of natural sugar solutions and starch derived sugars
Concentration and recovery of waste sugars
Flavour and fragrance concentration
Desalting and concentration of food colourings
Recovery of animal, fish and vegetable proteins
Purification and concentration of food products
Recovery of spent cleaning solutions
Some Membrane Usage Example:
MF – bacteria spore removal from skim milk, whey and WPC
MF and UF – protein fractionation
MF – delipidization of whey
MF – chemical recovery
UF – concentration and fractionation of proteins in milk
UF – brine clarification
NF – demineralization of UF permeate
NF – demineralization of whey
NF – milk electrolytes
RO – water removal from whey and other streams

Our Capabilty & Strength
Food & Beverage
Memtik offers a comprehensive array of water and wastewater treatment and in-process clarification equipment and technologies for the food and beverage industry. From filtration and softening, to membrane separation and disinfection systems, we have the process water spectrum covered. Our wastewater treatment technologies include chemical/physical, biological and recycling, providing you with the tools you need to achieve regulatory compliance, minimize waste and reduce BOD levels.
We design, build and install complete water and wastewater systems according to your specifications. Whether you need high quality process water or wastewater treatment, we can deliver a cost-effective, custom-tailored solution that will exceed your expectations.
Common Applications
CIP/Clean-up Water
Boiler Feed
Cooling Water
Ingredient Purification
Rinse Water
Brewing
Process Water
Container Cooling
Carcass Washing
Implement Sterilization
Mixing & Dosing
Soft Drinks
Bottled Water
Wine & Spirits
Juices
Recycling
Wastewater
Soups/Sauces
Dairy
Baked Goods
Our Products and Services Include
Media Filtration
MF/UF
NF/RO
MBR
Demineralizers
Softening
Ultraviolet Disinfection
Dealkalization
Ozone Solutions
Process Control/Automation Solutions
Remote Monitoring
New Installations
Upgrades & Retrofits
Process Evaluation & Optimization Services
Aftermarket Parts

Process Water


Sweetener
A sweetener is a food additive that provides a sweet taste like that of sugar while containing significantly less food energy. Some sugar substitutes are produced by nature, and others produced synthetically. Those that are not produced by nature are, in general, called artificial sweeteners.
Removal of haze and color from sugar syrup, the concentration of sugar water, can both be accomplished via ceramic membrane filtration processes.
CHEESE, MILK, WHEY AND FOOD PROTEIN
Concentrated milk proteins (MPCs) and isolated milk proteins (MPIs) are produced by ceramic membrane filtration system and their dairy proteins are separated from fresh skim milk. They combine rich calcium with good thermal stability and refreshing mouthfeel. They are rich in casein and whey protein in the same proportions as skim milk.


In the fruit juice industry, fruit juice membrane technology is used mainly to clarify the juice by means of ceramic ultrafiltration and microfiltration and to concentrate it by means of nanofiltration and reverse osmosis.
Membrane fouling is a critical issue and inhibits the broader application of membranes in the fruit production industry. Pectin and its derivatives form a gel-like structure over the membrane surface, thereby reducing the permeate flux. In order to degrade pectin, the raw juice is usually subjected to an enzymatic treatment with pectinase, which hydrolyzes pectin and causes its protein complexes to flocculate. The resulting juice has reduced viscosity and much lower pectin content, which is advantageous in the subsequent filtration processes.


Membrane crossflow filtration is widely used in wine membrane filter system for wine filtration, especially as the red wine filter. It can also be used for cross flow filtration beer. Now, the membrane crossflow filtration technology potential for energy-efficiency has made it a viable technique for the clarification of wine and other beverages.
Membrane crossflow filtration is one of the environmentally-friendly wine filtration systems. During the filtration, no filter aid is used. In one step, crossflow filtration clarifies the wine, giving it a clear appearance and making the wine microbiologically stable. So it has very strong advantages in simplifying the steps before bottling and reducing or eliminating the need for some consumables.

In-Process Filtration
Microfiltration (MF)
Microfiltration is a process which selectively separates particles with a molecular weight greater than 0.1 micron (which corresponds to ca. 500,000 Da). It separates mainly suspended solids, bacteria, macroorganisms, and micelles. However, soluble molecules are not retained by MF membranes. In the Dairy Industry, Microfiltration is applied to the removal of bacteria and the separation of casein micelles and soluble proteins.
Ultrafiltration (UF)
On top of what MF membranes can achieve, UF membranes are able to remove macromolecules such as lipids and proteins. UF membranes are usually classified as having a pore size between 1000 to 500,000 Da. In the Dairy Industry, Ultrafiltration is applied to standardisation and concentration of milk proteins and solids, and whole milk processing reducing the skimmed milk fat content.
Nanofiltration (NF)
Nanofiltration, also known as loose-Reverse Osmosis, falls between Reverse Osmosis and Ultrafiltration. It separates low molecular weight compounds (above 200 and 1,000 Da) from larger molecules. NF membranes can remove also smaller molecules (micro-molecules) such as sugars and divalent salts. In the Dairy Industry, Nanofiltration is applied to the partial demineralisation of whey and the production of lactose-free milk.
Reverse Osmosis (RO)
Reverse Osmosis is a dewatering process which operates at high pressure and is based on a very dense membrane. Reverse Osmosis membranes separate solutes with a molecular weight of ca. 200 Da and above and exhibit ≥ 80% NaCl retention rejection. Thus, they can remove monovalent salts as well, being used when desalination or complete salts retention is required. In the Dairy Industry, Reverse Osmosis is mainly applied to the concentration of whey.
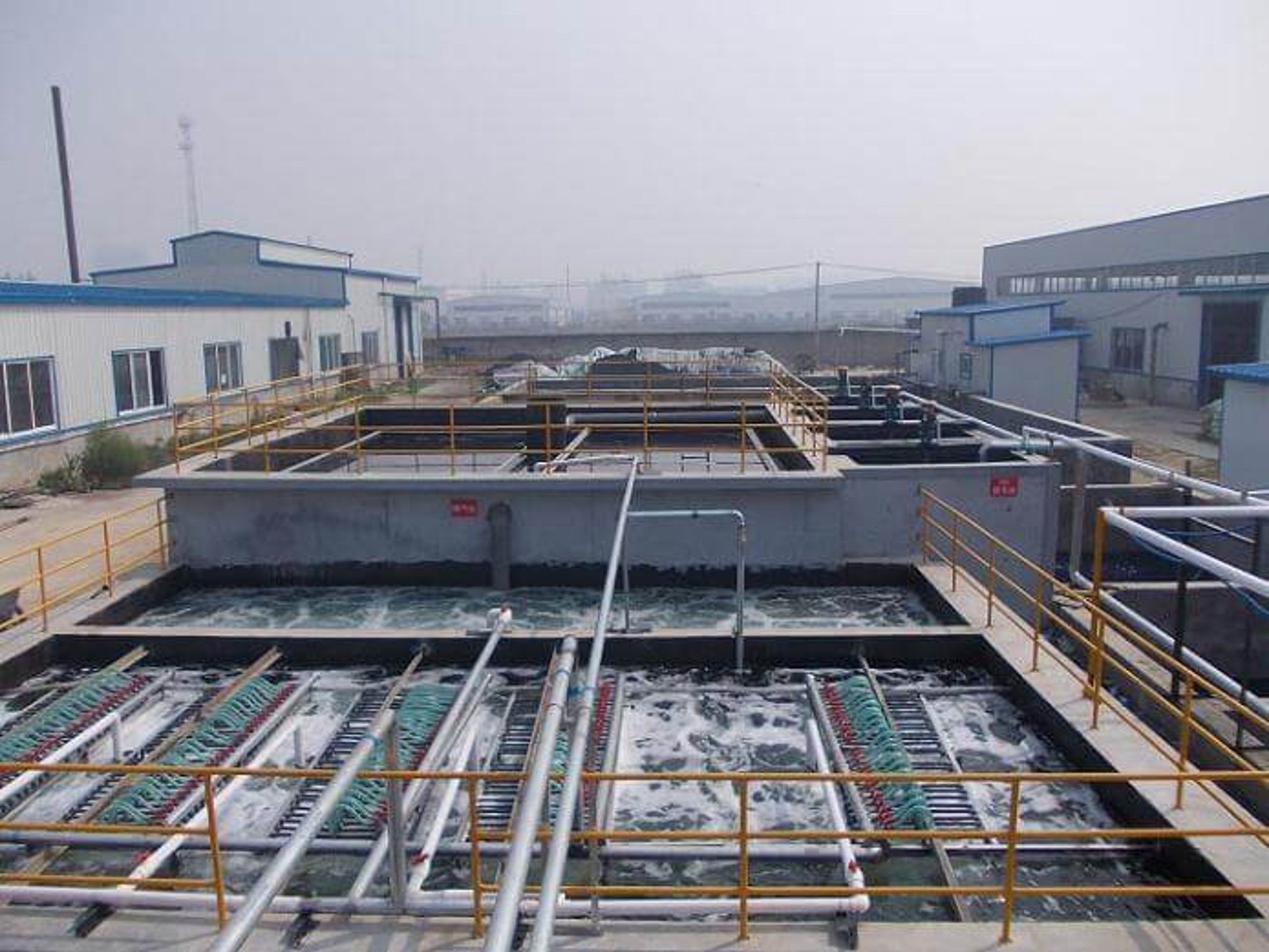
Wastewater Treatment

Application Case Study
Email: memtik@c2csingapore.com Whatsapp: +65 91275988 Memtik Water Solution © 2022
Terms & Conditiions
Get a professional proposal for your specific application
Subscribe to our newsletter and never miss a story.
We care about your data in our privacy policy.






